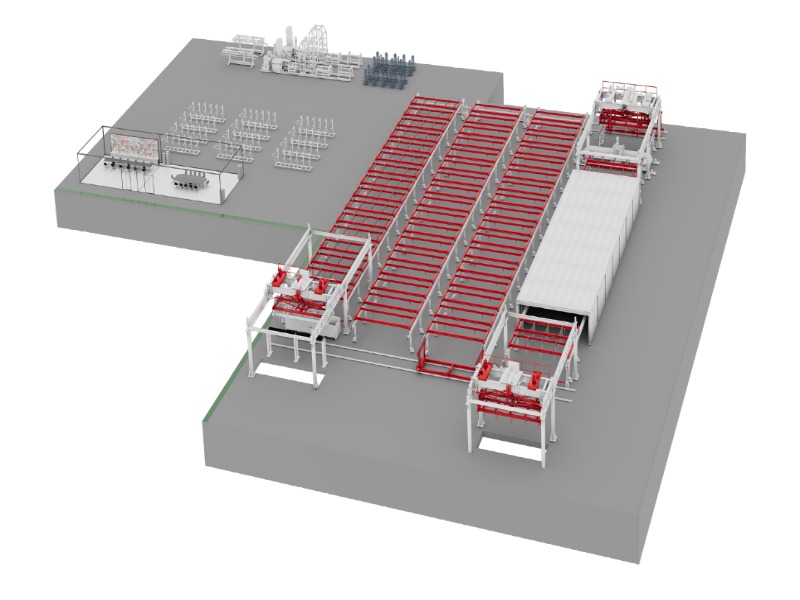
A globális építőipar paradigmaváltáson megy keresztül a fenntartható, könnyű és nagy teljesítményű építőanyagok felé. Ennek a fejlődésnek az élén az Autoclaved Aerated Concrete (AAC) áll, egy előregyártott falazati termék, amely kivételes hőszigetelést és szerkezeti integritást kínál. Ennek az anyagnak a hatékonyságát és minőségét teljes mértékben a pontosság határozza meg AAC blokk gyártósor .
Nyersanyag-előkészítés és hígtrágya feldolgozás
Minden AAC blokk gyártósor alapja az alapanyagok aprólékos előkészítésével kezdődik. Az elsődleges komponensek jellemzően szilíciumtartalmú anyagok (például pernye vagy kvarchomok) és meszes anyagok (mész és cement).
A kezdeti fázisban a homokot vagy a pernyét vízzel keverik, és golyósmalomban dolgozzák fel, hogy finom iszapot képezzenek. Ezzel egyidejűleg a meszet és a gipszet összezúzzák és finom porrá aprítják. A konzisztencia és a szemcseméret-eloszlás ebben a szakaszban kritikus, mivel befolyásolják a kémiai reakciót a következő habosítási folyamat során. A feldolgozott zagyot nagy keverőtartályokban tárolják, hogy megakadályozzák az ülepedést, biztosítva az adagolórendszer folyamatos ellátását.
Precíziós adagolás, keverés és öntés
A nyersanyagok előkészítése után átkerülnek az adagoló- és keverőegységbe – az AAC blokk gyártósor „agyába”. Ez a szakasz pontosságot igényel a végtermék szerkezeti tulajdonságainak megőrzéséhez.
Az adagolórendszer automata mérlegeket használ a hígtrágya, mész, cement és alumíniumpor lemérésére egy előre meghatározott képlet szerint. Ezeket az összetevőket ezután egy nagy sebességű keverőbe öntik. Az alumíniumpor hozzáadása gázképző szerként működik. Amikor a lúgos mész és a cement reakcióba lép az alumíniummal, hidrogéngáz szabadul fel, milliónyi apró, egyenletes pórust hozva létre a keverékben.
Intenzív keverés után a folyékony adagot nagy acélformákba öntik. Ezt az öntési folyamatot szabályozott hőmérsékletű környezetben kell végrehajtani, hogy a kémiai reakció egyenletesen induljon meg.
Előkezelés és felemelkedés (The Green Stage)
Az öntési folyamatot követően a formákat egy előkeményítő kamrába szállítják. Ebben az időszakban a keverék „emelkedik”, mint a kenyér, ahogy a hidrogéngáz növeli a térfogatot. Ez a szakasz általában több órán át tart bizonyos hőmérsékleti és páratartalom mellett.
Az előkeményedés végén az anyag eléri az úgynevezett „zöld torta” szakaszt. A tömbök elég szilárdak ahhoz, hogy kezelni és vágni lehessen őket, de elég puhák maradnak ahhoz, hogy precíziós huzalokkal felszeleteljék őket. Az AAC blokk gyártósorának integritása nagymértékben függ ennek az előkeményedési fázisnak a stabilitásától a belső repedések vagy szerkezeti deformációk megelőzése érdekében.
Nagy pontosságú vágás és formázás
A vágási szakasz talán az AAC blokk gyártósor vizuálisan lenyűgöző része. Egy dedikált daru eltávolítja a formából a zöld tortát, és egy vágógépre helyezi.
A modern gyártósorok kéttengelyes vágórendszert alkalmaznak:
- Vízszintes vágás: Acélhuzalok szeleteljék fel a tortát a kívánt vastagságra és magasságra.
- Függőleges/keresztvágás: A tortát meghatározott hosszúságúra vágjuk.
Ez az eljárás lehetővé teszi blokkok, panelek és áthidalók létrehozását rendkívül szűk tűréssel. Mivel az anyag még "zöld" állapotában van, a vágás során keletkező hulladékok visszaforgathatók a hígtrágya előkészítési szakaszba, így az AAC blokk gyártósor az egyik környezetbarát gyártási folyamat az iparban.
Autoklávozás: A hidrotermikus reakció
Az AAC meghatározó jellemzője az autoklávozási folyamat. A vágott blokkokat egy nagy nyomástartó edénybe töltik, amelyet autoklávnak neveznek. Itt nagynyomású gőznek (általában 10-12 bar) és magas hőmérsékletnek (körülbelül 180-190 °C) vannak kitéve körülbelül 10-12 órán keresztül.
Ilyen hidrotermális körülmények között a szilícium-dioxid és a kalcium reakcióba lép, és Tobermorite keletkezik – egy kristályos szerkezet, amely az AAC egyedülálló szilárdságát, stabilitását és tűzállóságát adja. E sajátos kémiai átalakítás nélkül a blokkokból hiányozna a modern építkezéshez szükséges teherbíró képesség.
Végső feldolgozás és minőségellenőrzés
Az autoklávozási ciklus befejezése után a blokkokat lehűtik, és az elválasztó- és csomagolósorra szállítják. Mivel a tömbök enyhén egymáshoz tapadhatnak a nagynyomású főzési folyamat során, gyakran „leválasztót” használnak a finom szétválasztásukra.
Az AAC blokk gyártósor utolsó szakasza szigorú minőségellenőrzést foglal magában. A blokkok méretpontosságát, nyomószilárdságát és száraz sűrűségét ellenőrzik. Az ellenőrzést követően a blokkokat raklapra rakják és zsugorfóliázzák a szállításhoz.
Műszaki összefoglaló táblázat
Az alábbi táblázat összefoglalja az egyes állomások elsődleges funkcióit egy szabványos gyártólétesítményen belül:
| Gyártási fázis | Az érintett elsődleges felszerelés | Alapvető cél |
|---|---|---|
| Anyag előkészítés | Golyós malom, hígtrágyatartályok | Egyenletes szemcsefinomság és zagysűrűség elérése. |
| Adagolás/keverés | Automata mérleg, nagy sebességű keverő | Precíz kémiai összetétel és gázkibocsátás kezdeményezése. |
| Öntés | Formák, elosztó autók | Öntsük a keveréket az egyenletes térfogatbővítés érdekében. |
| Vágás | Függőleges és vízszintes vágógépek | A zöld torta formázása nagy méretpontossággal. |
| Autoklávozás | Nagynyomású autoklávok | A hidrotermális reakció előidézése a végső szilárdság érdekében. |
| Csomagolás | Elválasztók, raklapozók | A késztermék előkészítése logisztikára és raktározásra. |
Következtetés
Az AAC blokk gyártósor a vegyipar és a gépészet mesterműve. Az automatizált adagolás, a precíz huzalvágás és a fejlett hidrotermális kezelés integrálásával az eljárás az egyszerű földásványokat építési megoldássá alakítja. Mivel az építőipar továbbra is előtérbe helyezi az energiahatékonyságot és a szén-dioxid-kibocsátás csökkentését, az AAC blokk gyártósor szerepe továbbra is kulcsfontosságú lesz a jövő fenntartható városainak kialakításában.